20000m3/ d 市政應急污水處理廠 技術方案 (PSBR 工藝)-來自鵬鷂集團
 |
|
1、項目概況
(1)項目性質:應急污水處理項目
(2)處理規模:20000m³/d
(3)出水標準:執行《城鎮污水處理廠污染物排放標準》(GB18918-2002)中的一級 A 標準
(4)設計考慮消毒、出水計量和其他輔助設施及附屬工程。污泥脫水至 80%含水率后外運處置。
2、裝配式污水廠(chang)(PPMI)介紹(shao)
根據提供的進出水水質指標要求,結合本項目的應急需求,要求使用年限不少于 5 年,未來可能拆遷或者回用,推薦采用裝配式污水廠(PPMI)。
2.1裝配式污水廠(PPMI)簡介
2.1.1裝配式污水廠(PPMI)研發背景
隨著科技的進步,鋼鐵冶煉技術的提升,環保及資源保護意識的增強,以及 人工成本的提高等因素,催生了用鋼結構取代混凝土建造各種建、構筑物。2016 年國務院發文要求各地推廣裝配式建筑,提出了裝配式建筑在建筑中的占比要求。
PPMI 是一種采用不銹鋼,工廠化預制、模塊化和集成化的裝配式污水處理廠。該系統的產生打破了傳統污水廠只能“建造”的觀念,使污水處理廠進入了“制造”的新時代。鵬鷂生產的 PPMI 裝配式水廠,具有施工周期短、使用壽命長、投資省、可拆建、可回收、占地小等優點。 |
2.1.2工程經驗及工作基礎
鵬鷂環保創立于 1984 年,一直專注于水處理領域的事業,其進程中不斷創新,與時俱進。
經過 37 年的持續創新和專業化經營,鵬鷂集團已成為一家集研發設計、設備制造、工程總承包、水務項目投資及運營管理于一體的,具有完善的產業鏈的環保企業。
早在 80 年代,鵬鷂就已開發出了集成污水處理系統,即 WSZ 地埋式污水處理設備。
(1)公司目前各類設計、建設、安裝資質齊全。
(2)集團通過 PPP、BOT、EPC 等形式,投資及承建各類水處理項目超過 500萬噸/天,投資總額超過 100 億。部分業績如下:
南昌 20 萬噸/天污水處理項目
周口 33 萬噸/天污水處理及回用項目
岳陽 22 萬噸/天污水處理項目
望城 12 萬噸/天污水處理項目
丹陽 14 萬噸/天鄉鎮污水處理項目蕭縣 5 萬噸/天工業污水處理項目南通 40 萬噸/天區域供水項目
長春一、三廠 47 萬噸/天區域供水項目羅ft縣污水處理及配套管網 PPP 項目哈爾濱市公濱污水處理廠工程
哈爾濱市阿什河污水處理廠工程
(3)鵬鷂智能智造園
為提升宜興環保整體的制造水平,經宜興市政府批準, 鵬鷂環保在我國以發展環保產業為特色的國家級高新技術產業開發區-中國宜興環保科技工業園,設立環保設備智能化制造園區。
該園區總占地面積 30 萬平方米,廠房及辦公、研發用地 40 萬平方米,總投資 13 億元。該園區以鵬鷂環保為核心,吸引國內環保制造型企業,打造環保智能化裝備制造系統。
園區配有專業的加工設備及多條智能化生產線,所有環保設備設計、生產均采用數據化,任何環保裝備只需具有制造圖紙或數據,即可在短時間內高質量完成生產。
(4)PPMI“智造”生產線
2019 年鵬鷂環保全面升級環保設備生產線,引進智能化環保產品生產裝備, 優化傳統制造加工工藝,使環保設備生產過程自動化、可視化、互聯互通、實時調度、生產物料實時供需等,實現了車間的生產自動化、物流自動化、倉儲自動化。生產線全面覆蓋應用信息系統,從而實現從設計、加工、精加工、焊接、裝配、測試等全過程的數字化、智能化控制,整個制造過程品質可實現全程追溯。標準化環保裝備的制造工藝,有效提高了生產效率,全面保障環保設備的制造產能,實現環保行業裝備“智造”水平的整體提升。

開平板生產線 |

液壓成型生產線 |

自動焊接生產線 |

拼裝現場 |
2.2裝配式污水廠(PPMI)的核心技術
2.2.1工廠化預制
(1)工廠化預制:污水處理廠的構筑物均采用 304 不銹鋼,在工廠中生產出預制的組裝板塊及模塊化水處理單元。
(2)智能化生產:采用 PLM、MES 等數字化、智能化制造手段,結合高端加工裝備,組成全自動智能生產線,生產出高度標準化的高質量模塊拼裝部件。
2.2.2模塊化設計
(1)結構模塊化:所有構筑物的結構單元,均由標準模塑的結構板材組成。結構板塊采用具有專利的力學設計,達到輕質、省材、高強的目的。
(2)處理單元模塊化:通過研發各處理單元集成,能以處理單元的模塊化設計生產。各單元均可在工廠預制生產,大大提高了產品的穩定性,減少了現場組裝量。模塊化處理單元有:污水處理預處理單元、膜處理單元、深度處理單元等。
(3)信息化管理:
數字化設計:我司擁有 30 多年的水處理工程經驗,積累了大量的數據,各單元設計均建立了數字模型,只需輸入少量參數,即可快速完成方案及圖紙設計。
數字化生產及安裝:設計數據直接輸入至加工生產線,即可自動加工出所需的模塊及零件。所有零件標有條形數碼,只需掃碼即可獲知安裝位置及方式,使拼裝工作快捷、方便和精準。
數字化管理:裝配式水廠利用現代互聯網技術實現遠程智能管控,可根據運營參數變化,自動調整運營模式。并對累積的數據進行分析,不斷地優化運營模式,優化設計模型,最終達到“理想水廠”的目的。數字化概念在水廠中的應用, 將超越傳統的 BIM 建筑生命周期的理念。
2.2.3集成化結構
傳統的污水廠因其工藝的需要及結構的局限性,各個構筑物相對獨立,導致建造成本高、占地大且運營成本高。
集團結合 30 多年的水處理經驗,研發出具有專利、適合集成的構筑物單元,把整個水廠中能集成的構筑物集成為一個構筑物。一般預處理為一個單元,生化處理與沉淀池為一個單元,后處理為一個單元,整個水廠只需三到四個單元即可構成。大大節省了占地面積,降低了運營成本,提高了建設速度。
2.3裝配式污水廠(PPMI)的技術特點
(1)施工周期短
由于采用工廠模塊化自動生產,再運至施工現場組合拼裝,現場作業時間大大減少,且無需養護周期,可以比常規方法節省 70%-80%的工期。一個 10 萬噸的污水廠只需 90 天即可建成。
(2)使用壽命長
由于混凝土水工構筑物長期浸泡在水體中,并受水流的沖刷,導致混凝土滲水,鋼筋銹蝕膨脹,使混凝土表皮脫落,影響水池使用壽命。而裝配式水廠采用優質不銹鋼制成,結構強度高,耐腐蝕,大大增大了結構的使用壽命,減少了運營維護費用。
(3)建造質量高
因 PPMI 系統采用模塊化標準化生產制造,水廠建造質量容易保證,建造質量高。
(4)投資省
PPMI 系統建造的水工構筑物在相同池容下,可節省投資 20%-30%。同時,水廠又采用集成設計,減少了構筑物的結構用材,并可大大降低水廠的公建投資。因此,采用 PPMI 系統整體造價一般比傳統方式可節省 30%以上。
(5)重量輕、沉降小、可遠程運輸
PPMI 系統整個構筑物重量不足混凝土構筑物的 5%,構筑物沉降小。由于重量輕,只要幾個集裝箱或一架大型飛機,即可裝載一個污水廠,特別適合“一帶一路”工程項目。
(6)柔性結構,適合軟土地基
PPMI 系統為鋼結構材料制成,整體構筑物重量輕,結構為柔性結構系統, 能應對不均勻沉降,軟土地基只需簡單處理,即可成為構筑物基礎。
(7)水廠可拆卸移動、可回收
PPMI 系統采用裝配式結構,可拆卸移動,使污水處理廠的遷址不再成為難題。如需拆除,所有材料均可重復使用,全面提升資源利用率。
(8)綠色施工技術
由由于是工廠化預制,施工現場基本無建筑垃圾、揚塵、噪聲、道路散落等環境污染發生,可有效減少施工對環境的影響。
(9)占地面積小
由于采用集成化設計,大大節約了占地面積,一般可節省 30%以上的建設用地。
(10)封閉簡單、運營環境影響小
采用工廠化預制的鋼結構作為池體,加蓋方便,可建設成全封閉的污水處理系統,也可在池體上方及周邊覆土,并種植綠植,以提升污水處理廠的環境,提高污水的保溫效果,該方法更適用于北方地區水廠的建設。
(11)運營費用低
采用模塊化結構、集成化設計,大大減少了構筑物連接之間的水頭損失,泥、水回流更方便。可節省運營成本,提高運營效率。
(12)設計工作量小
PPMI 裝配式污水廠實質是一種裝備化水廠,設計院在設計時,只需標定位置,無需畫任何構筑物詳圖,設計工作量將減少至原來的 30%左右。
3、PSBR 工藝介紹
(1)工藝原理
PSBR 工藝是我司根據傳統 AAO 和SBR 工藝特點結合 PPMI 裝配式不銹鋼結構形式研發出的一種生化處理工藝。
PSBR 由 AAO 系統和 SBR 系統組合而成,結合兩者的特點,由 8 個單元格組成,如圖所示。單元 1 和單元 7 是 SBR 池,單元 2 是污泥濃縮池(泥水分離池), 單元 3 是預缺氧池,單元 4 是厭氧池,單元 5 和 5A 是缺氧池,單元 6 是主曝氣好氧池。
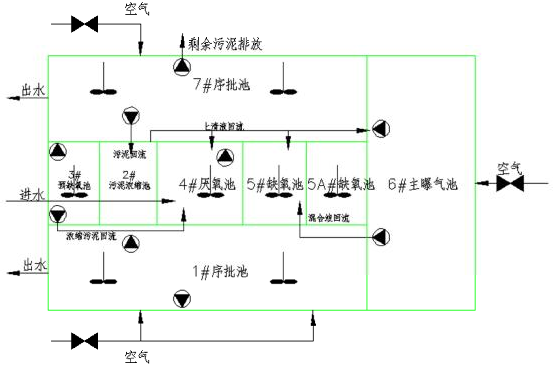
單元組成圖
由于 PSBR 工藝強化了各反應區的功能,為各優勢菌種創造了良好的生存環境和水力條件,無論從理論上分析,或者實際的運行結果看,PSBR 工藝生物除磷脫氮效果良好,同時,PSBR 工藝的厭氧區還可作為系統的厭氧酸化段,對進水中的高分子難降解有機物起到厭氧水解作用,聚磷菌釋磷過程中釋放的能量, 可供聚磷菌主動吸收乙酸、H+、和 e-、使之以 PHB 形式貯存在菌體內,從而促進 有機物的酸化過程,提高污水的可生化性和好氧過程的反應速率,厭氧、缺氧、好氧過程的交替進行使厭氧區同時起到優化選擇器的作用。
進廠污水經預處理工序后直接進入 PSBR 反應池的厭氧池與預缺氧池的回流污泥混合,富含磷污泥在厭氧池進行釋磷反應后進入缺氧池,缺氧池主要用于強化整個系統的反硝化效果,由主曝氣池至缺氧池的回流系統提供硝態氮。缺氧池出水進入主曝氣池經有機物降解、硝化、磷吸收反應后再進入序批池 I 或序批池II。如果序批池 I 作為沉淀池出水,則序批池 II 先進行缺氧反應,再進行好氧反應,或交替進行缺氧、好氧反應。在缺氧、好氧反應階段,序批池的混合液通過回流泵回流到泥水分離池,分離池上清液進入缺氧池,沉淀污泥進入預缺氧池,經內源缺氧反硝化脫氮后提升進入厭氧池與進廠污水混合釋磷,依次循環。
泥水分離池將從 SBR 池回流的污泥作了 2~3 倍的濃縮,同時將進入預缺氧池及厭氧池的回流量減少了 70%以上,從而強化了系統的除磷效果。當進入預缺氧池的流量從 1Q 減少到 0.25Q 時,其實際停留時間增加了 3 倍,也即其反硝化反應的反應時間增加了 3 倍,而當其污泥濃度增加了 2 倍時,微生物內源降解所帶來的反硝化反應速率增加了 1 倍,也即 NOx-N 的總去除率增加至 8 倍,將預缺氧池的反應體積減少一半后,其 NOx-N 的總去除率仍是無泥水分離區的 4 倍,使得進入預缺氧池的 NOx 濃度在最低點,保證厭氧區的厭氧狀態及厭氧區的 VFA 能被聚磷菌優先使用。
進入厭氧區的 NOx 得到控制后,使得異氧細菌能在厭氧條件下,強化非 VFA 有機物對 VFA 的酸化反應,污泥濃度的增加提升了厭氧區異氧細菌的總量,更進一步促進了酸化反應的速率。而進入厭氧區的回流液從 1Q 減少到 0.25Q 使得厭氧區的實際反應停留時間增加了 60%,更進一步增加了酸化反應的 VFA 總產量與此同時,由于回流的污泥幾乎不存在任何原廢水有機碳源及 VFA,當回流液體從1Q 減少到 0.25Q 時,其對厭氧區 VFA 的稀釋效應大大降低了,此效應可將厭氧區的 VFA 增加至 1.6 倍。由于厭氧區 VFA 的濃度是決定聚磷菌釋磷速率的關鍵因素,上述 VFA 濃度效應的上升大大提高了聚磷菌的整體反應速率,而 60%的實際反應時間增加及厭氧區污泥濃度的上升則更進一步提升了VFA 吸附及PHB 轉化的總量。
單元 6 至單元 7 的回流,可根據對反硝化效率的要求的高低,通過變速調節回流泵來改變系統的回流量。將曝氣池至缺氧池大回流量設計在 4Q,為避免聚磷菌在預缺氧池中進行吸附釋放,預缺氧池至厭氧池的污泥泵可變速調節,以保證預缺氧池的 NOx-N 控制在 1~2.5mg/L,污泥泵的調節由預缺氧池的硝酸鹽在線監測儀控制。序批池至泥水分離池的回流泵同樣可進行變速調節,以保證整個系統的污泥平衡。
(2)PSBR 系統運行模式
PSBR 將運行過程分為不同的時間段,在同一周期的不同時段內,一些單元采用不同的運轉方式,以便完成不同的處理目的。
一個運轉周期分為 6 個時段(具體運行時根據冬季或夏季氣溫變化,會有所變化,可自動設置調整),由 3 個時段組成一個半周期。在兩個相鄰的半周期內, 除序批池的運轉方式不同外,其余各單元的運轉方式完全一樣。一般各時段的持續時間如下:
|
時段 1 |
30min |
|
時段 2 |
60min |
|
時段 3 |
30min |
|
時段 4 |
30min |
|
時段 5 |
60min |
|
時段 6 |
30min |
其中時段 1、2、3 為第一個半周期,時段 4、5、6 為第二個半周期。原污水由 PSBR 的單元 4 進入,在各個時段內的流向見下表:
|
時段 |
進水單元 |
流經單元 |
出水單元 |
|
時段 1 |
單元 4 |
單元 5、5A、單元 6 |
單元 7 |
|
時段 2 |
單元 4 |
單元 5、5A、單元 6 |
單元 7 |
|
時段 3 |
單元 4 |
單元 5、5A、單元 6 |
單元 7 |
|
時段 4 |
單元 4 |
單元 5、5A、單元 6 |
單元 1 |
|
時段 5 |
單元 4 |
單元 5、5A、單元 6 |
單元 1 |
|
時段 6 |
單元 4 |
單元 5、5A、單元 6 |
單元 1 |
在頭一個半周期內,單元 7 起的是沉淀池的作用,而在第二個半周期內單元1 在起沉淀池的作用。
PSBR 系統的回流由污泥回流與混合液回流兩部分組成。
PSBR 各單元的工作狀態根據各循環周期內的時段確定如下表:
|
時段 |
單元 1 |
單元 2 |
單元 3 |
單元 4 |
單元 5 |
單元 5A |
單元 6 |
單元 7 |
|
時段 1 |
攪拌 |
濃縮 |
攪拌 |
攪拌 |
攪拌 |
攪拌 |
曝氣 |
沉淀 |
|
時段 2 |
曝氣 |
濃縮 |
攪拌 |
攪拌 |
攪拌 |
攪拌 |
曝氣 |
沉淀 |
|
時段 3 |
預沉 |
濃縮 |
攪拌 |
攪拌 |
攪拌 |
攪拌 |
曝氣 |
沉淀 |
|
時段 4 |
沉淀 |
濃縮 |
攪拌 |
攪拌 |
攪拌 |
攪拌 |
曝氣 |
攪拌 |
|
時段 5 |
沉淀 |
濃縮 |
攪拌 |
攪拌 |
攪拌 |
攪拌 |
曝氣 |
曝氣 |
|
時段 6 |
沉淀 |
濃縮 |
攪拌 |
攪拌 |
攪拌 |
攪拌 |
曝氣 |
預沉 |
因為 PSBR 的單元 1 和單元 7 是間歇性曝氣,缺氧時段和預沉時段之和并不是曝氣時段的整數倍,為了使鼓風機房的供氣較為均勻以便降低瞬時高風量,各個序批池的運轉時段應該彼此錯開。
PSBR 工藝在主曝氣池及序批池內安裝溶氧測定儀,根據主曝氣池及序批池內 DO 水平自動調節空氣管道的調節閥門,由調節閥門的開度影響風管總壓力,由風管總壓力自動調節鼓風機的進出導葉片角,特別是在主曝氣池與序批池同時供氧切換為主曝氣池單獨供氧時自動調整鼓風量以節省能耗,運行周期的切換及各設備的時序操作均實行自動控制。
在 1/7PBR 池的設計中采用了中間擋板流態設計,當 PBR 池處于澄清出水狀態時,曝氣池的混合液經過底部的污泥層進行了污泥過濾澄清。底部檔流板可以防止當沖擊水力負荷時對出水堰口污泥層的破壞,此時污泥層在中間檔流板附近部分懸浮物被帶起,中間檔流板形成的倒向推流使得帶起的懸浮物有了二次沉淀效應,保證出水水質。與此同時,PSBR 的系統設計將空間與時間的控制概念有效結合起來,利用了時間控制概念,PSBR 系統在夏天將溫度上升所帶來的額外反應停留時間轉化為懸浮物沉淀時間。當周期時間縮短時,預沉時間的不變造成了沉淀澄清時間所占的比例上升,其結果是當沖擊水量將懸浮物在擋板處帶起時,推流的時間差使得含有懸浮物的水流接近出水堰口前即已作了周期的切換,防止了出水帶出懸浮物,這是PSBR 系統能夠在大水力負荷沖擊時仍能保證低懸浮物出水的重要原因。
與普通 A2/O 系統相比較,PSBR 系統的 SBR 池在沉淀澄清時段并無回流,這樣實際上的水力負荷及污泥負荷均減少了一半(一般情況下 A2/O 或改良 A2/O 均有 1Q 的回流),大大穩定了澄清時段的水流狀態,特別對污泥層效應的穩定起到了很大的作用。本項目的實際 SBR 名義停留時間為 3h,在水力負荷增加至 3 倍情況時,實際停留時間仍有 1h(無回流狀態),在此情況下(一般僅發生在夏季),系統仍能利用時間差縮短運行周期,來防止懸浮物被帶出水體。
(3)PSBR 工藝優點
①從占地面積來看,PSBR 因為采用了集約型的一體化設計及深池型結構,不設單獨的二沉池和回流泵房,大大提高了土地的利用率。
②PSBR 系統是從連續運行的單元(即厭氧池或好氧池)進水,而不是從 SBR(旁邊的起沉淀作用的池子)進水,這樣就將大部分好氧量從 SBR 池轉移到連續運行池中。由于 SBR 池中的曝氣及攪拌設備都不是連續運行的,將需氧量移到了主曝氣池即改善了設備的利用率。對生物除磷來說,連續的厭氧池進水可大大提高厭氧區 BOD5 及 VFA(揮發性脂肪酸)的濃度,從而改善除磷效果。
③由于所有的生化反應都與反應物的濃度有關,連續的厭氧池進水加速了厭氧反應速率。厭氧后的污水進入缺氧池及曝氣池,也即提高了缺氧區的反應速率以及曝氣區的 BOD5 降解速率和硝化反應速率,從而改善了系統的整體處理效應, 使得出水水質變好及系統的體積效率大大提高,即系統的 F/M 值和容積負荷大大提高,從而縮小了系統的體積。
④PSBR 增加了低水頭、低能耗的回流設施,從表面上看是增加了設備量和運行能耗。但是從更深層次來看問題,增加的基建費用及能耗有限,而回流設施極大地改善了系統中各個單元內 MLSS 的均勻性,即增加了連續運行單元的 MLSS 濃度(特別是提高了硝化反應的反應速率)和減少了 SBR 池的 MLSS 濃度,這樣使得 SBR 池沉淀出水時的污泥層厚度大為降低,從而降低了出水中的懸浮物及由懸浮物帶出的有機物數量(在出現水量沖擊負荷時明顯)。
⑤PSBR 系統的 SBR 池在起始階段采用缺氧運行。缺氧運行能利用硝酸鹽作為氧源來進行微生物的自身消化反應,穩定了活性污泥及減少了污泥產量,同時也降低了需氧量及能耗。同時,交替運行抑制了絲狀菌的生存,缺氧運行也就改善了污泥的絮凝性能、沉降性能及濃縮性能,使得預沉淀區的污泥層更穩定,厚度也更小,進一步保證了懸浮物不會被出水帶走。
⑥PSBR 系統的 SBR 池的水力條件經過了專門的處理。中間的底部擋板避免了水力射流的影響,從而改善了水力運行狀態。在 SBR 池切換為沉淀池出水前的預沉淀過程中,在它的下部形成了一個高濃度的污泥層。該池的進水由 SBR 池的底部配水槽進入,穿過污泥層,污泥層起著接觸過濾的作用,也即在利用來自曝氣池混合液中的硝酸鹽作為氧源進行污泥自身消化穩定的同時將進水中的懸浮物濾除。
⑦PSBR 系統采用空氣堰控制出水,空氣堰防止了曝氣期間的任何懸浮物進入出水堰,從而有效地控制了出水懸浮物。
⑧PSBR 工藝在回流污泥進入厭氧池前增加了一個污泥濃縮區。這樣就減少了硝酸鹽進入厭氧區機遇,減少了 VFA 因回流而造成稀釋,增加了厭氧區的實際停留時間,從而大大提高了除磷效率。
⑨PSBR 一體化模塊化設計,各單元均共壁構造,便于整體加蓋進行尾氣脫臭處理。
PSBR 系統是由 AAO 系統與 SBR 系統串聯組成,并集合了 AAO 與 SBR 的全部優勢,出水水質穩定和高效,并且有較強的耐沖擊負荷能力,設計過程增加了厭氧區的實際停留時間,從而大大提高了除磷效率。該系統處理流程簡單,構筑物少,同時采用集約型的一體化設計及深池型結構,簡化了流程,降低了水頭損失, 比較節能,且大大減少了占地面積,大大提高了土地的利用率。
4、PSBR 工藝(方案(an)二)
4.1.1 工藝流程圖
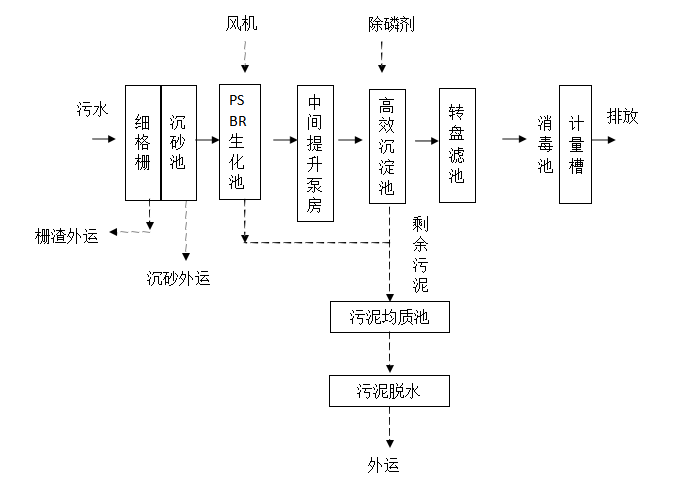
本工程污水處理站采用“預處理+PSBR 生化池+中間提升泵房+高效沉淀池+轉盤濾池+紫外線消毒”工藝。
工藝流程圖(方案二)
4.2.2 投資估算表
|
序號 |
工程或費用名稱 |
概算價值(萬元) |
|
建筑工程 |
設備購置 |
安裝工程 |
其他費用 |
合計 |
|
一 |
第一部分費用: |
|
|
|
|
|
|
1 |
細格柵及沉砂池 |
|
|
|
|
|
|
2 |
PSBR 生化池 |
|
|
|
|
|
|
3 |
中間提升泵房 |
|
|
|
|
|
|
4 |
高密度沉淀池 |
|
|
|
|
|
|
5 |
纖維轉盤濾池 |
|
|
|
|
|
|
6 |
紫外線消毒池 |
|
|
|
|
|
|
7 |
污泥池 |
|
|
|
|
|
|
8 |
風機房及配電間 |
|
|
|
|
|
|
9 |
污泥脫水機房 |
|
|
|
|
|
|
10 |
生物除臭裝置 |
|
|
|
|
|
|
11 |
綜合樓 |
|
|
|
|
|
|
12 |
門衛及監測用房 |
|
|
|
|
|
|
13 |
電力工程 |
|
|
|
|
|
|
14 |
自控及儀表 |
|
|
|
|
|
|
15 |
通訊 |
|
|
|
|
|
|
16 |
車輛 |
|
|
|
|
|
|
17 |
化驗設備 |
|
|
|
|
|
|
18 |
道路及廣場工程 |
|
|
|
|
|
|
19 |
廠區綠化工程 |
|
|
|
|
|
|
20 |
圍墻 |
|
|
|
|
|
|
21 |
廠區管道 |
|
|
|
|
|
|
22 |
工器具及生產工具購置費 |
|
|
|
|
|
|
23 |
|
|
|
|
|
|
說明:工程費用不含地基處理費。
4.3.3 主要經濟指標
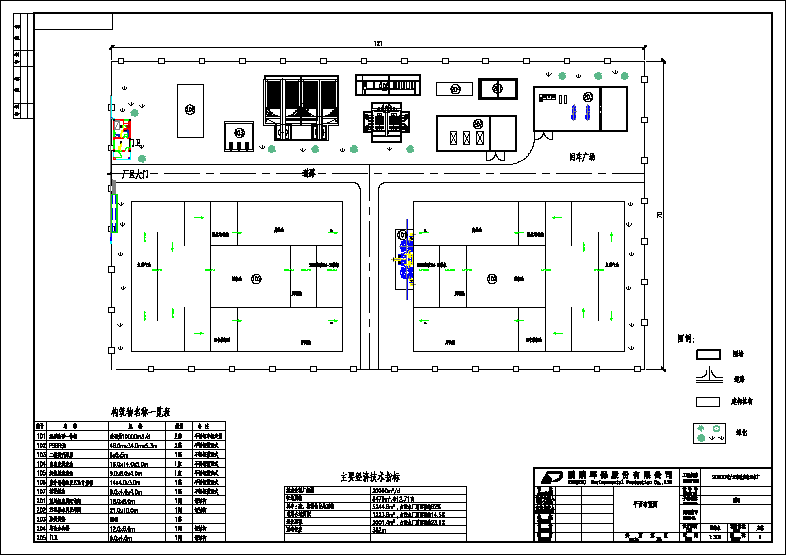
項目占地面積約 8470m²(12.71 畝,121×70m)。
工期:110 天。
總裝機功率:900Kw
噸水處理總成本:1.24 元/m³ ,其中噸水處理經營成本:0.90 元/m³
配備人員情況:16 人
4.4.4 年經營費用及單位制水成本
|
編號 |
項 目 名 程 |
基 本 數 據 |
|
1 |
平均日污水量(萬噸/日) |
2.00 |
|
2 |
電機等用電負荷(Kw) |
485 |
|
3 |
電機等設備效率 |
0.80 |
|
4 |
電費單價(元/度) |
0.62 |
|
5 |
變壓器容量 |
1600.00 |
|
6 |
基本電費(元/KW.月) |
21.00 |
|
7 |
陽離子 PAM 投加量(噸/年) |
4.38 |
|
8 |
陽離子 PAM 單價(元/噸) |
32000 |
|
9 |
PAC 投加量(噸/年) |
219 |
|
10 |
PAC 單價(元/噸) |
2200 |
|
11 |
陰離子 PAM 投加量(噸/年) |
87.6 |
|
12 |
陰離子 PAM 單價(元/噸) |
15000 |
|
13 |
生產、生活用水量(噸/天) |
25 |
|
14 |
自來水單價(元/噸) |
2.5 |
|
17 |
職工定員 |
16 |
|
18 |
人年均工資(元) |
60000 |
|
19 |
總投資 (萬元) |
5103 |
|
20 |
固定資產基本折舊率 |
4.80% |
|
21 |
大修理費 |
1.50% |
|
22 |
其他費用費率 |
6% |
|
|
年經營費用及單位制水成本 |
|
|
1 |
電費 |
251.05 |
|
2 |
水費 |
2.28 |
|
3 |
藥劑費 |
193.60 |
|
4 |
工資福利費 |
96.00 |
|
5 |
固定資產基本折舊費 |
244.95 |
|
6 |
大修理費 |
76.55 |
|
8 |
其它管理費用 |
37.17 |
|
9 |
年經營成本 |
656.64 |
|
10 |
年總成本 |
901.59 |
|
11 |
噸水處理總成本(元/m³) |
1.24 |
|
12 |
噸水處理經營成本(元/m³) |
0.90 |
說明:運行費用不含污泥外運及處置費。
4.5.5 平面布置圖